




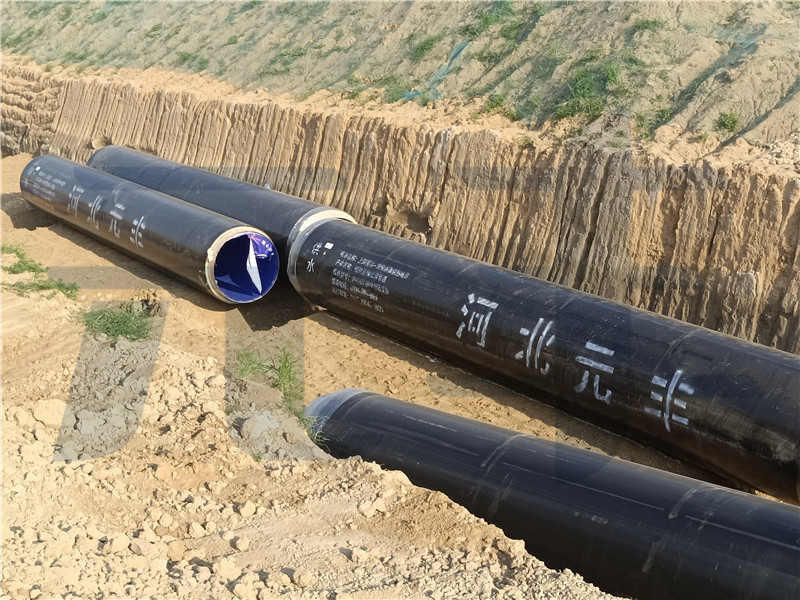
1.焊接鋼管工程施工在鋪裝、標誌的基本上,按整流管原材(cái)料、激光切割(gē)原材料、坡口、排序、焊接、排渣(zhā)等(děng)工藝流程開展。
2.坡口(kǒu)生產加工清理:一般選用氧乙(yǐ)炔數控火焰切割(gē)和氧割應應用激光切割坡口管,並(bìng)對支管用挫刀開展清(qīng)理。盡可能用沙輪(lún)片激光(guāng)切割小直徑管件。消(xiāo)除斜麵兩邊20毫(háo)米範疇內的油、鏽、水(shuǐ),確保(bǎo)斜麵金屬質感,確保斜麵表層缺點,並(bìng)消(xiāo)除斜麵內外。
3.焊絲和助焊劑在應用前要按使用說明書風幹,並在應用(yòng)全過程中維持幹躁。
4.焊接工程施工應嚴苛依照焊接操(cāo)作規程開展。應用前務必對焊接機器設備(bèi)開展查驗。禁止不過關機器設備(bèi)進到施工工地。焊接全過程中應開展自查和互查,以操縱焊接品質。防汙抗蛀。不飽和聚酯樹脂的表麵潔淨光滑,不會被海洋或汙水中的甲貝(bèi)、菌類等微生物站汙蛀附,以致增大糙率;減少過水斷麵,增加(jiā)維(wéi)護費(fèi)用。鋼套鋼直埋保溫管道無這些汙染,長期使用潔淨(jìng)如初。同時由於其內壁(bì)光(guāng)滑,且有優異的抗蝕性能,不會產生水垢和微生物(wù)的滋生,有效保證水質,保(bǎo)持水(shuǐ)阻(zǔ)的穩定。而傳統管材還存在日後水阻增大和表麵結垢的現象。
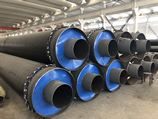
鋼套鋼保溫管由裏至(zhì)外分為三層
第一層:工作鋼管層 根據設計和客戶的要求一般選用無縫(féng)管(GB8163-87)螺旋焊管(GB9711-88;SY/T5038-92)和直縫焊管(GB3092-93)。鋼管表麵經(jīng)過先進的拋丸除鏽工藝處理後,鋼管除鏽等級可達GB8923-1988標準中的Sa2級(jí),表麵粗糙度可達GB6060.5-88標準中R=12.5微米。
第二層:聚氨酯保溫層用高壓發泡機在鋼管於外護層之間(jiān)形(xíng)成的空腔中一次性注入硬質聚氨酯泡沫塑料原液而成(chéng)。即(jí)俗稱的“管中管發泡(pào)工藝”。其作用一是防水,二是(shì)保溫(wēn),三(sān)是支撐熱網(wǎng)自重。當輸(shū)送介質溫度為(wéi):-50℃—120℃時,選用硬質聚氨基脲酸酯(zhǐ)泡沫塑料做保溫層。
第三層:防腐鋼管防腐保溫(wēn)鋼管是一種具有防腐性能的鋼(gāng)管,並且具有(yǒu)良好的保溫性能,在建築施工中得到廣泛的使用和推廣,並且在不(bú)斷的進行完善和普及。防腐保溫鋼管具有(yǒu)不同的加工種(zhǒng)類和方法,不(bú)同的加(jiā)工方法確定了鋼管具有不同的性能和功能,而且使用(yòng)範圍也會隨之改變。







 冀公網安備 13010402002202號
冀公網安備 13010402002202號